一种循环用途冲网极板处理方法与流程
1.本发明属于铅酸蓄电池技术领域,特别涉及一种循环用途冲网极板处理方法。
背景技术:
2.铅酸蓄电池板栅传统生产方式采用重力浇铸成型;重力浇铸生产灵活,但生产效率不高。近来劳动力成本大幅攀升,且因生产环境中有铅烟和高温,出现企业招工困难,生产人员不足现象,为解决劳动力和效率问题,铅酸蓄电池企业纷纷上马冲拉网板栅生产设备。冲拉网板栅生产技术最早应用于启动电池,后来拓展到备用电池和动力电池,动力电池在循环充放电时出现了容量衰减问题,而容量衰减根因在于板栅与活二氧化铅活性物质接触的界面形成了导电性能差的pbso4阻挡层,尤其是正极板。
技术实现要素:
3.本发明针对现有技术存在的不足,提供了一种循环用途冲网极板处理方法,具体技术方案如下:
4.一种循环用途冲网极板处理方法,该处理方法包括以下步骤:
5.步骤s1:铅液制备
6.铅合金锭在熔铅炉内升温至450℃
±
20℃熔化成铅液;
7.步骤s2:铅带制备
8.将步骤s1中的铅液经熔铅炉底部密闭输送至铸带区锻造成铅带,并在铅带锻压辊表面进行喷砂处理,使铅带表面变得粗糙;
9.步骤s3:冲网板栅制备
10.将步骤s2中的铅带经过冲压机和对应的冲压模具,冲压形成冲网板栅,并通过机械加工使得冲网板栅的横筋形成波浪型起伏;
11.步骤s4:冲网板栅收卷
12.将上述步骤s3中的冲网板栅通过立式收卷盘,收卷待用;
13.步骤s5:冲网生极板制备
14.将上述步骤s4中的冲网板栅经涂板、分切、固化干燥,形成冲网生极板;
15.步骤s6:成品电池制备
16.上述步骤s5中的冲网生极板经包板、铸焊工序组装成半成品电池,半成品电池经加酸、化成,形成带电荷的成品电池。
17.进一步地,上述步骤s2中铅带经过三段锻压,锻压成厚度为0.6mm-0.8mm铅带,且铅带表面的粗糙度ra控制在0.4-0.8。
18.进一步地,上述步骤s3中冲压模具分为四个冲孔区和一个折弯区,冲网板栅经过折弯区时,冲网板栅的横筋形成振幅为0.02mm-0.05mm,波峰与波谷的间距为1mm-2mm的波浪型起伏。
19.进一步地,上述步骤s6中冲网生极板在化成时,采用电流密度1-3ma/cm2进行反向
极化30min-45min,铅不规则沉积在正板栅表面,使正板栅表面变粗糙。
20.本发明的有益效果是:
21.1、本发明使得二氧化铅活性物质与板栅结合牢固;
22.2、本发明可以有效减少板栅腐蚀层与二氧化铅活性物质之间的pbso4阻挡层,电阻小;
23.3、使用经本发明处理的极板组装电池,循环衰减问题彻底解决。
附图说明
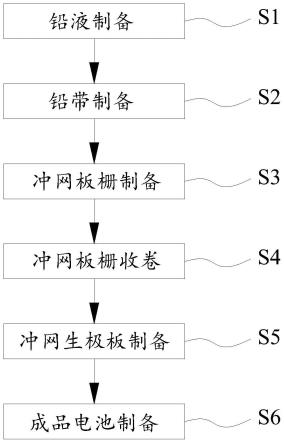
24.图1示出了本发明循环用途冲网极板处理方法的工艺流程图;
25.图2示出了本发明中板栅横筋折弯示意图;
26.图3示出了本发明中板栅化成后表面轮廓模型;
27.图4示出了处理前1#与处理后2#100%dod循环对比试验曲线图。
具体实施方式
28.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
29.如图1和3所示,一种循环用途冲网极板处理方法,该处理方法包括以下步骤:
30.步骤s1:铅液制备
31.铅合金锭在熔铅炉内升温至450℃
±
20℃熔化成铅液;
32.步骤s2:铅带制备
33.将步骤s1中的铅液经熔铅炉底部密闭输送至铸带区锻造成铅带,并在铅带锻压辊表面进行喷砂处理,使铅带表面变得粗糙;
34.步骤s3:冲网板栅制备
35.将步骤s2中的铅带经过冲压机和对应的冲压模具,冲压形成冲网板栅,并通过机械加工使得冲网板栅的横筋形成波浪型起伏;
36.步骤s4:冲网板栅收卷
37.将上述步骤s3中的冲网板栅通过立式收卷盘,收卷待用;
38.步骤s5:冲网生极板制备
39.将上述步骤s4中的冲网板栅经涂板、分切、固化干燥,形成冲网生极板;
40.步骤s6:成品电池制备
41.上述步骤s5中的冲网生极板经包板、铸焊工序组装成半成品电池,半成品电池经加酸、化成,形成带电荷的成品电池。
42.通过采用上述技术方案,该方法对冲网板栅界面进行一系列的处理,使得二氧化铅活性物质与板栅结合牢固;有效减少了板栅腐蚀层与二氧化铅活性物质之间的pbso4阻挡层,电阻小;使用经本方法处理的极板组装电池,循环衰减问题得到有效解决。
43.优选地,上述步骤s2中铅带经过三段锻压,锻压成厚度为0.6mm-0.8mm铅带,且铅带表面的粗糙度ra控制在0.4-0.8。
44.通过采用上述技术方案,这个厚度的铅带表面较为光滑,把铅带表面的粗糙度ra
控制在0.4-0.8,可以使得后期二氧化铅活性物质与板栅之间结合更加牢固。
45.如图2所示,上述步骤s3中冲压模具分为四个冲孔区和一个折弯区,冲网板栅经过折弯区时,冲网板栅的横筋形成振幅为0.02mm-0.05mm,波峰与波谷的间距为1mm-2mm的波浪型起伏。
46.通过采用上述技术方案,冲网板栅的横筋形成振幅为0.02mm-0.05mm,波峰与波谷的间距为1mm-2mm的波浪型起伏,可以更好地有效减少板栅腐蚀层与二氧化铅活性物质之间的pbso4阻挡层。
47.如图3所示,上述步骤s6中冲网生极板在化成时,采用电流密度1-3ma/cm2进行反向极化30min-45min,铅不规则沉积在正板栅表面,使正板栅表面变粗糙。
48.通过采用上述技术方案,铅不规则沉积在正板栅表面,使正板栅表面变粗糙;有效减少板栅腐蚀层与二氧化铅活性物质之间的pbso4阻挡层。
49.如图4所示,根据处理前1#与处理后2#100%dod循环对比试验曲线图可知,处理后的2#100%dod在循环充放电时容量衰减问题得以有效地改善。
50.本发明的工作原理是:
51.本发明主要针对循环用途的冲网极板,在极板的制作过程中经过技术处理,解决容量衰减问题;该技术处理方式包括:在铅带锻压辊表面进行喷砂处理,使铅带表面变得粗糙;通过机械加工使得冲网板栅的横筋形成波浪型起伏;冲网极板在化成时,经过反向极化,出现类似电镀现象,使得铅不规则沉积在正板栅表面,使正板栅表面变粗糙;本发明对冲网板栅界面进行一系列的处理,使得二氧化铅活性物质与板栅结合牢固;有效减少了板栅腐蚀层与二氧化铅活性物质之间的pbso4阻挡层,电阻小;使用经本发明处理的极板组装电池,循环衰减问题得到有效解决。
52.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
技术特征:
1.一种循环用途冲网极板处理方法,其特征在于,该处理方法包括以下步骤:步骤s1:铅液制备铅合金锭在熔铅炉内升温至450℃
±
20℃熔化成铅液;步骤s2:铅带制备将步骤s1中的铅液经熔铅炉底部密闭输送至铸带区锻造成铅带,并在铅带锻压辊表面进行喷砂处理,使铅带表面变得粗糙;步骤s3:冲网板栅制备将步骤s2中的铅带经过冲压机和对应的冲压模具,冲压形成冲网板栅,并通过机械加工使得冲网板栅的横筋形成波浪型起伏;步骤s4:冲网板栅收卷将上述步骤s3中的冲网板栅通过立式收卷盘,收卷待用;步骤s5:冲网生极板制备将上述步骤s4中的冲网板栅经涂板、分切、固化干燥,形成冲网生极板;步骤s6:成品电池制备上述步骤s5中的冲网生极板经包板、铸焊工序组装成半成品电池,半成品电池经加酸、化成,形成带电荷的成品电池。2.根据权利要求1所述的一种循环用途冲网极板处理方法,其特征在于:上述步骤s2中铅带经过三段锻压,锻压成厚度为0.6mm-0.8mm铅带,且铅带表面的粗糙度ra控制在0.4-0.8。3.根据权利要求2所述的一种循环用途冲网极板处理方法,其特征在于:上述步骤s3中冲压模具分为四个冲孔区和一个折弯区,冲网板栅经过折弯区时,冲网板栅的横筋形成振幅为0.02mm-0.05mm,波峰与波谷的间距为1mm-2mm的波浪型起伏。4.根据权利要求1所述的一种循环用途冲网极板处理方法,其特征在于:上述步骤s6中冲网生极板在化成时,采用电流密度1-3ma/cm2进行反向极化30min-45min,铅不规则沉积在正板栅表面,使正板栅表面变粗糙。
技术总结
一种循环用途冲网极板处理方法,该处理方法包括以下步骤:步骤S1:铅液制备;步骤S2:铅带制备;步骤S3:冲网板栅制备;步骤S4:冲网板栅收卷;步骤S5:冲网生极板制备;步骤S6:成品电池制备。本发明使得二氧化铅活性物质与板栅结合牢固;可以有效减少板栅腐蚀层与二氧化铅活性物质之间的PbSO4阻挡层,电阻小;使用经本发明处理的极板组装电池,循环衰减问题彻底解决。决。决。
技术研发人员:程先清 崔辉 朱继昌 李志兵 李振华
受保护的技术使用者:安徽力普拉斯电源技术有限公司
技术研发日:2022.03.09
技术公布日:2022/7/15
完整全部详细技术资料下载
相关技术
- 一种芯片封装结构的制作方法
- 一种动力型铅酸蓄电池AGM隔...
- 电池卷芯的制造方法、电池及电...
- 一种5GCPE的小型化天线结...
- 陷波天线的制作方法
- 自发电开关的制作方法
- 一种轨道式接线端子的制作方法
- 一种电传导装置及导电连接结构...
- 一种半导体场效应管及电子设备...
- 开关元件的制作方法
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1