一种智能调节玻璃钢采光瓦加工生产设备的制作方法
1.本发明涉及采光瓦加工生产技术领域,具体涉及一种智能调节玻璃钢采光瓦加工生产设备。
背景技术:
2.玻璃钢即用玻璃纤维及合成树脂粘合在一起形成的复合材料,按工艺特点来分,玻璃钢的加工方法有手糊成型、层压成型、rtm法、挤拉法、模压成型、缠绕成型等。目前我国有90%的玻璃钢由手糊法制成,手糊法即采用手工作业,一边铺设增强材料,一边涂刷树脂直到所需塑料制品的厚度为止,然后通过固化和脱模取得塑料制品。
3.玻璃钢制成的采光瓦具有防腐蚀、耐冲击、透光好、阻燃等优点。加工生产玻璃钢采光瓦,需要采用手工法先铺设玻璃纤维,再在铺设好的玻璃纤维上涂刷合成树脂,这就要求玻璃钢采光瓦加工生产设备具有一定的水平度,防止合成树脂由于玻璃钢采光瓦加工生产设备倾斜而向某一方向流动,导致树脂涂刷不均匀。
技术实现要素:
4.本发明提供一种智能调节玻璃钢采光瓦加工生产设备,以解决现有的玻璃钢采光瓦加工生产设备在生产玻璃钢采光瓦时因加工生产装置倾斜而导致树脂涂刷不均匀的问题。
5.本发明的一种智能调节玻璃钢采光瓦加工生产设备采用如下技术方案:
6.一种智能调节玻璃钢采光瓦加工生产设备包括加工生产装置和支撑装置,支撑装置包括支架、摆臂、撞击块、传动带、多个挤压块、两个滑动板、传动机构和拉动机构。
7.支架包括沿前后延伸的支撑轴;摆臂的上端可转动地套接于支撑轴,摆臂的下端安装有沿前后方向延伸的传动轴,所述支撑轴和传动轴的直径相同,摆臂的中部设置有安装槽,所述加工生产装置可拆卸地安装于摆臂的顶部。撞击块通过储能弹簧连接于安装槽的顶壁;传动带的上端套装于支撑轴,下端套装于传动轴;多个挤压块分别设置于传动带的左半部和右半部的平行段,且沿平行段的延伸方向均布,每个挤压块均可滑动地安装传动带,配置成外端受到挤压时,其内端与撞击块顶压配合,且在随传动带下降时顶推撞击块,上升时相对于撞击块上移;两个滑动板分别设置于传动带的两侧,且沿垂直于摆臂的延伸方向可滑动地安装于摆臂。
8.传动机构配置成当摆臂由初始位置向端部移动时带动两个滑动板相互靠近向内挤压挤压块,进而在两个滑动板之间的距离达到预设值时其中一个挤压块的内端与撞击块相抵。
9.拉动机构配置成在离心力的作用下拉动两个滑动板相互靠近,并在离心力达到预设值时其中一个挤压块的内端与撞击块相抵。
10.进一步地,传动机构包括连接管、两个铰接轴、两个活动滑块和两个活动滑块;初始状态下,连接管垂直于传动带的两个平行段,且处于两个平行段之间,连接管的中部安装
有转轴,转轴沿前后方向延伸,连接管通过转轴可转动地安装于摆臂;两个铰接轴分别安装于传动带的两个竖直平行段,初始状态下,两个铰接轴之间的连线垂直于传动带的两个平行段;连接管内壁的中部安装有连接块,所述每个活动滑块的内端插入连接管的外端,内端通过弹簧与连接块相连,活动滑块上设置有铰接滑槽,铰接滑槽沿活动滑块的延伸方向延伸,所述铰接轴插入铰接滑槽的内端;滑动板的前端面设置有滑动槽,所述活动滑块的外端安装有滑动柱,滑动柱可滑动地插入滑动槽。
11.进一步地,拉动机构包括弹性绳和配重块;弹性绳的两端分别连接两个活动滑块的内端,配重块贯穿于弹性绳。
12.进一步地,支撑装置还包括同步机构,同步机构包括齿轮和两个齿条;所述连接管的外端的中部连接有固定轴,固定轴的轴线沿前后方向延伸,齿轮可转动地套装于固定轴;两个齿条分别通过连接杆安装于两个活动滑块的外端,两个齿条平行设置,且与齿轮啮合。
13.进一步地,摆臂内设置有限位槽,限位槽沿摆臂的延伸方向设置,所述配重块处于限位槽内,且沿限位槽可滑动地设置。
14.进一步地,传动带的两个平行段上均设置有多个活动槽,所述挤压块包括挤压板、限位钩和弹片。挤压板沿垂直于传动带的两个平行段的延伸方向可滑动地设置于活动槽内;限位钩贯穿于传动带,且外端连接于挤压板,内端向下且向靠近活动滑块的一侧弯折;弹片的外端固定连接于挤压板内侧壁,内端与活动槽的槽壁相抵,所述撞击块的外端连接有止挡板,止挡板用于与限位钩止挡配合。
15.进一步地,支撑装置还包括锁紧螺钉,锁紧螺钉可拆卸地安装于摆臂,内端可与支架相抵,用于使摆臂与支架固定。
16.进一步地,支撑装置还包括平面板,平面板安装于摆臂的顶部,用于支撑加工生产装置。
17.进一步地,一种智能调节玻璃钢采光瓦加工生产设备还包括可伸缩支架,可伸缩支架可伸缩地设置,用于进一步支撑平面板。
18.一种智能调节玻璃钢采光瓦加工生产设备的使用方法为:
19.s1:将支架安装于地面,拉动摆臂的下端向上抬起,例如逆时针向右抬起;
20.s2:之后释放摆臂;
21.s3:当摆臂停止摆动后拧紧锁紧螺钉,使摆臂与支架固定:;
22.s4:然后安装平面板,此时平面板也接近水平位置;
23.s5:之后再调整可伸缩支架,使可伸缩支架与支撑装置共同支撑平面板;
24.s6:之后将加工生产装置安装于水平面板,此时加工生产装置接近水平状态。
25.本发明的有益效果是:本发明的一种智能调节玻璃钢采光瓦加工生产设备在生产玻璃钢采光瓦时先对支撑装置进行安装,然后再将加工生产装置进行固定。在安装支撑装置时,利用传动机构和拉动机构使得摆臂由初始位置向端部移动时带动两个滑动板相互靠近,向内挤压挤压块,进而在两个滑动板之间的距离达到预设值时、且在离心力达到预设值时其中一个挤压块的内端与撞击块相抵;并且由于挤压块的设置,当传动带转动时下降的挤压块向下顶推撞击块,上升时挤压块相对于撞击块上移,使得储能弹簧蓄能。随着摆臂摆动幅度逐渐降低,传动带转动距离也逐渐变小使得两个滑动板之间的最远距离也变小,配重块受到的最大离心力也逐渐降低,传动带的转动及配重块的离心力均不足以使滑动板压
紧挤压块,从而将卡住的撞击块释放,撞击块释放后通过储能弹簧在安装槽内上下来回震动,减轻摆臂对支撑轴的正压力从而减小了两者之间的摩擦阻力,使摆臂最终停摆至更接近竖直方向的位置,防止玻璃钢采光瓦在生产加工的过程中因加工生产装置倾斜而造成树脂涂抹不均,从而影响成型后玻璃钢采光瓦的强度。
26.进一步地,通过设置同步机构,同步机构包括齿轮和两个齿条;两个齿条均与齿轮啮合,保证两个活动滑块转动时同步进行。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
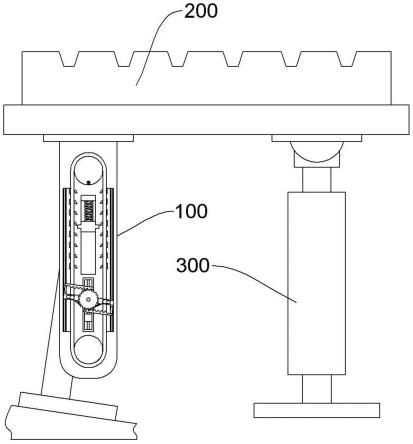
28.图1为本发明的一种智能调节玻璃钢采光瓦加工生产设备的实施例的结构示意图;
29.图2为本发明的一种智能调节玻璃钢采光瓦加工生产设备的实施例的支撑装置的结构示意图;
30.图3为图2中摆臂摆动时的状态示意图;
31.图4为图3中支撑装置的摆臂摆动到初始位置的初始状态的结构示意图;
32.图5为本发明的一种智能调节玻璃钢采光瓦加工生产设备的实施例的支撑装置的侧视图;
33.图6为图3中初始支撑装置的初始位置的状态示意图;
34.图7为图6中a处局部放大图;
35.图8为图6中b处局部放大图;
36.图9为本发明的一种智能调节玻璃钢采光瓦加工生产设备的实施例的活动滑块和齿条的结构示意图;
37.图10为本发明的一种智能调节玻璃钢采光瓦加工生产设备的实施例的最终停摆状态示意图。
38.图中:100、支撑装置;200、加工生产装置;300、可伸缩支架;1、支架;101、支撑轴;2、摆臂;201、传动轴;202、限位槽;204、安装槽;205、滑动板槽;206、平面板;3、滑动板;4、限位钩;41、弹片;42、挤压板;5、储能弹簧;6、撞击块;7、活动滑块;701、滑动柱;702、铰接滑槽;703、齿条;8、连接管;9、弹性绳;10、配重块;11、传动带;1101、铰接轴;12、弹簧;13、齿轮;14、锁紧螺钉。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.一种智能调节玻璃钢采光瓦加工生产设备,如图1至图10所示,一种智能调节玻璃
钢采光瓦加工生产设备包括加工生产装置200和支撑装置100。支撑装置100包括支架1、摆臂2、撞击块6、传动带11、多个挤压块、两个滑动板3、传动机构和拉动机构。支架1包括沿前后延伸的支撑轴101。摆臂2的上端可转动地套接于支撑轴101,摆臂2的下端安装有沿前后方向延伸的传动轴201所述支撑轴101和传动轴201的直径相同,摆臂2的中部设置有安装槽204,所述加工生产装置200可拆卸地安装于摆臂2的顶部。撞击块6通过储能弹簧5连接于安装槽204的顶壁。传动带11的上端套装于支撑轴101,下端套装于传动轴201。多个挤压块分别设置于传动带11的左半部和右半部的平行段,且沿平行段的延伸方向均布,每个挤压块均可滑动地安装传动带11,配置成外端受到挤压时,其内端与撞击块6顶压配合,且在随传动带11下降时顶推撞击块6,上升时相对于撞击块6上移。两个滑动板3分别设置于传动带11的两侧,且沿垂直于摆臂2的延伸方向可滑动地安装于摆臂2,具体地,摆臂2上设置有两个滑动板槽205,两个滑动板槽205分别设置有传动带11的两侧,滑动板3在滑动板槽205内可滑动。
41.传动机构配置成当摆臂2由初始位置向端部移动时带动两个滑动板3相互靠近向内挤压挤压块,进而在两个滑动板3之间的距离达到预设值时其中一个挤压块的内端与撞击块6相抵。拉动机构配置成在离心力的作用下拉动两个滑动板3相互靠近,进而在离心力达到预设值时,使得其中一个挤压块的内端与撞击块6相抵。
42.在本实施例中,如图6所示,传动机构包括连接管8、两个铰接轴1101、两个活动滑块7和两个活动滑块7;初始状态下,连接管8垂直于传动带11的两个平行段,且处于两个平行段之间,连接管8的中部安装有转轴,转轴沿前后方向延伸,连接管8通过转轴可转动地安装于摆臂2;两个铰接轴1101分别安装于传动带11的两个竖直平行段,初始状态下,两个铰接轴1101之间的连线垂直于传动带11的两个平行段;连接管8内壁的中部安装有连接块,每个活动滑块7的内端插入连接管8的外端,内端通过弹簧12与连接块相连,活动滑块7上设置有铰接滑槽702,铰接滑槽702沿活动滑块7的延伸方向延伸,所述铰接轴1101插入铰接滑槽702的内端;滑动板3的前端面设置有滑动槽,所述活动滑块7的外端安装有滑动柱701,滑动柱701可滑动地插入滑动槽。
43.在本实施例中,如图8所示,拉动机构包括弹性绳9和配重块10;弹性绳9的两端分别连接两个活动滑块7的内端,配重块10贯穿于弹性绳9。
44.在本实施例中,如图8所示,支撑装置100还包括同步机构,同步机构包括齿轮13和两个齿条703;所述连接管8的外端的中部连接有固定轴,固定轴的轴线沿前后方向延伸,齿轮13可转动地套装于固定轴;两个齿条703分别通过连接杆安装于两个活动滑块7的外端,两个齿条703平行设置,且与齿轮13啮合,保证两个活动滑块7转动时同步进行。
45.在本实施例中,如图8所示,摆臂2内设置有限位槽202,限位槽202沿摆臂2的延伸方向设置,所述配重块10处于限位槽202内,且沿限位槽202可滑动地设置,防止摆臂2摆动时配重块10相对于摆臂2发生偏转,影响两侧的活动滑块7的转动。
46.在本实施例中,如图7所示,传动带11的两个平行段上均设置有多个活动槽,所述挤压块包括挤压板42、限位钩4和弹片41;挤压板42沿垂直于传动带11的两个平行段的延伸方向可滑动地设置于活动槽内;限位钩4贯穿于传动带11,且外端连接于挤压板42,内端向下且向靠近活动滑块7的一侧弯折;弹片41的外端固定连接于挤压板42内侧壁,内端与活动槽的槽壁相抵,所述撞击块6的外端连接有止挡板,止挡板用于与限位钩4止挡配合,以使下
移的限位钩4通过止挡板顶推撞击块6,且不影响上移的限位钩4相对于撞击块6向上滑动。
47.在本实施例中,如图10所示,支撑装置100还包括锁紧螺钉14,锁紧螺钉14可拆卸地安装于摆臂2,内端与支架1相抵,用于使摆臂2与支架1固定。
48.在本实施例中,如图2所示,支撑装置100还包括平面板206,平面板206安装于摆臂2的顶部,用于支撑加工生产装置200。
49.在本实施例中,如图1所示,一种智能调节玻璃钢采光瓦加工生产设备还包括可伸缩支架300,可伸缩支架300可伸缩地设置,用于进一步支撑平面板206。
50.一种智能调节玻璃钢采光瓦加工生产设备的使用方法为:
51.安装时,将支架1安装于地面,拉动摆臂2的下端向上抬起,例如逆时针向右抬起,在摆臂2抬起的过程中,传动带11相对于摆臂2顺时针转动,传动带11的左半部上移,右半部下移,传动带11上的铰接轴1101之间的距离变长,两个活动滑块7带动连接管8转动,并带动两个弹簧12被拉伸,连接管8绕转轴的轴线顺时针转动,两个滑动板3在活动滑块7作用下相互靠近,并向内顶推挤压板42,挤压板42向内顶推弹片41,并带动限位钩4向内移动,使得其中一个限位钩4的下端移动到与撞击块6的止挡板的上表面接触,或者处于止挡板的上方。
52.之后释放摆臂2,摆臂2绕固定轴顺时针转动时,传动带11绕支撑轴101和传动轴201逆时针转动,处于左侧的一个挤压块向下顶推撞击块6,处于右侧的多个挤压块相对于撞击块6上移;如果摆臂2由释放位置摆动到竖直位置不经过初始位置时,在此过程中,配重块10的离心力逐渐达到最大,并通过弹性绳9拉动两侧的活动滑块7,使两个活动滑块7能拉动两个滑动板3相互靠近,进而使得两个滑动板3保持相互靠近,此时连接管8相对于初始位置发生顺时针偏转;如果摆臂2由释放位置摆动至竖直位置经过初始位置时,在此过程中两个滑动板3仍保持相互靠近,但此时连接管8相对于初始位置发生逆时针偏转。
53.当摆臂2由竖直位置继续顺时针摆动时,配重块10受到的离心力逐渐减小,在此过程中如果摆臂2经过初始位置,则两个滑动板3还能在配重块10离心力的作用下保持靠近;如果摆臂2不经过初始位置,两个铰接轴1101之间的距离逐渐增大,两个活动滑块7带动连接管8转动,并带动两个弹簧12被拉伸,连接管8绕转轴的轴线逆时针转动,活动滑块7也始终能带着滑动板3向内压紧传动带11上的挤压板42,从而使限位钩4保持与撞击块6的顶紧状态。
54.随着摆臂2摆动幅度逐渐降低,传动带11转动距离也逐渐变小,摆臂2摆速也逐渐降低,进而使得传动带11上的两个铰接轴1101之间的最远距离逐渐减小,配重块10受到的最大离心力也逐渐降低,当摆臂2摆动幅度降低到预设程度时,传动带11的转动及配重块10的离心力均不足以使活动滑块7带动滑动板3压紧挤压块,挤压块失去压紧力,并在弹片41的弹性作用下向外侧退出,将卡住的撞击块6释放,撞击块6释放后通过储能弹簧5在安装槽204内上下来回震动,减轻摆臂2对支撑轴101的正压力从而减小了两者之间的摩擦阻力,使摆臂2最终停摆至更接近竖直方向的位置,当摆臂2停止摆动后拧紧锁紧螺钉14,使摆臂2与支架1固定。
55.然后安装平面板206,此时平面板206也接近水平位置,之后再调整可伸缩支架300,用于和支撑装置100共同支撑平面板206。之后将加工生产装置200安装于水平面板206,此时加工生产装置200接近水平状态。
56.一种智能调节玻璃钢采光瓦加工生产设备的使用方法为:
57.s1:将支架1安装于地面,拉动摆臂2的下端向上抬起,例如逆时针向右抬起;
58.s2:之后释放摆臂2;
59.s3:当摆臂2停止摆动后拧紧锁紧螺钉14,使摆臂2与支架1固定:;
60.s4:然后安装平面板206,此时平面板206也接近水平位置;
61.s5:之后再调整可伸缩支架300,使可伸缩支架300与支撑装置100共同支撑平面板206;
62.s6:之后将加工生产装置200安装于水平面板206,此时加工生产装置200接近水平状态。
63.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种纳米金刚石掺杂氧化石墨烯...
- 一种SNCR脱硝处理的锅炉炉...
- 一种自动化气体处理设备的制作...
- 一种制备高比表面积硅酸镁吸附...
- 一种具有称重加热功能的实验用...
- 一种有机热载体锅炉油气分离器...
- 一种新型微量快速过滤装置的制...
- 一种船舶用尾气脱硝反应器的制...
- 一种喷釉沉淀池排污装置的制作...
- 气体混合装置的制作方法
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1