工程陶瓷产品打孔3大工艺介绍【附CNC换刀+打孔视频】
陶瓷材料在机械加工成型过程中受工艺条件的限制,无法准确预留用于装配的各种孔、槽、边,所以在工程陶瓷产品上进行打孔加工是生产中经常需要的,同时这也是陶瓷加工的一个重要技术。而陶瓷材料高硬度高脆性、容易碎裂的特点,使陶瓷的精密钻孔加工,特别是小孔和微孔加工、成型加工、螺纹加工等等,都需要很好的加工工艺,才能扩大材料的可加工性范围,使其能更广泛的应用。
陶瓷CNC换刀+打孔视频(来源:久久精工)
而目前陶瓷打孔的技术主要有机械加工、超声波加工、激光加工等方法,今天我们就来简单介绍一下。
一、机械打孔
这是目前使用最广泛的方法,该法采用金刚石空心钻,利用空心钻的旋转进行磨削而不断切入到陶瓷材料中,直到穿透为止。这种方法特别适合数毫米以上直径的圆孔洞的加工。
优点:
(1)工艺成熟,操作方便;
(2)加工效率高,设备简单。
缺点:
(1)由于陶瓷硬度高,钻头磨损严重;
(2)陶瓷脆性大,在孔的入口和出口处易产生崩刃现象,影响孔的加工质量;
(3)加工过程产生大量碎屑和粉尘,加工环境有待改善。
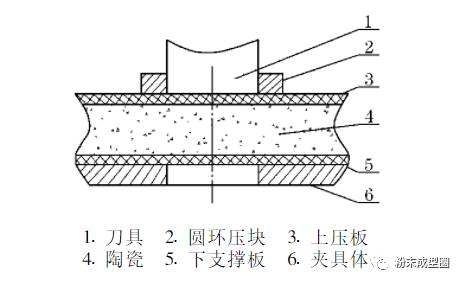
图 钻头工艺装置示意图,来自百度文库
二、超声波打孔
对于抗拉强度低的陶瓷材料采用超声加工是适宜而有效的方法之一,因为超声加工是超声波发生器通过将电能转变为超声电频振荡,并固定在振幅扩大工具上,产生超声振动,使工具与工件之间的液体磨粒以很大的速度和加速度不断撞击和磨削被加工表面,因此加工效率与超声波输出功率、磨粒种类、加工速度等有关。
优点:
(1)能够加工到点和绝缘材料;
(2)不受材料硬度限制,能够加工复杂3D 结构;
(3)加工工具无需旋转,所以能加工特殊轮廓的孔洞;
(4)加工速度快和无热效应。
缺点:
(1)加工工具的更替比较麻烦;
(2)由于加工而产生的工具质量变化或力的传导等因素而使加工质量受到微妙影响;
(3)其加工精度受到其加工振幅限制,更适合于表面切削和复杂三维型面的加工,无法满足高精度数百微米级别微孔加工的需求。
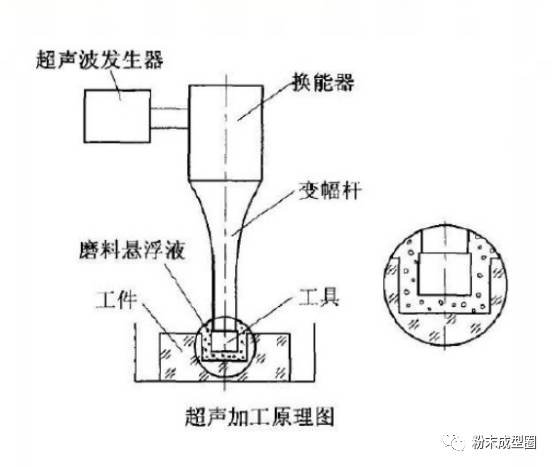
图 超声波加工原理图,图片来自百度文库
三、激光打孔
激光用于陶瓷这样的超硬材料的小孔加工也是行之有效的。激光加工一般采用脉冲激光器,激光束通过光学系统聚焦在陶瓷工件上,利用高能量密度(106~109W/cm2)的激光脉冲使被加工表面部位熔融、气化和蒸发,从而去除材料实现小孔加工。
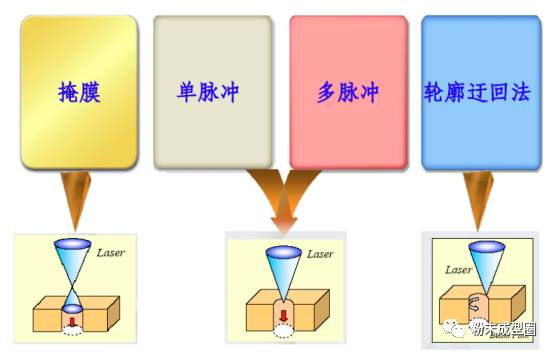
图 激光打孔分类,图片来自百度文库
优点:
(1)属于非接触加工,不会对材料造成机械挤压或机械应力,安全可靠;
(2)操作简单,加工速度快、效率高,并且用计算机控制易于实现机械化;
(3)精密度高,加工成本低,工艺水平高等。
激光聚焦光斑可以会聚到波长量级,在很小的区域内集中很高的能量,特别适合于加工微细深孔,最小孔径只有几微米,孔深和孔径比可大于50。激光打孔用于陶瓷机身的部位主要是外壳听筒及天线打孔、耳机打孔等部位,具有效率高、成本低、变形小、适用范围广等优点。
通过优化激光加工工艺参数,可以加工出高质量的微孔。
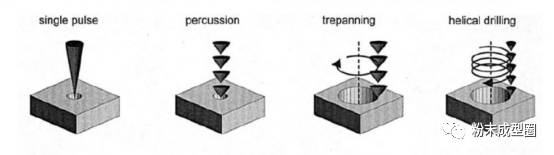
图 激光打孔示意图
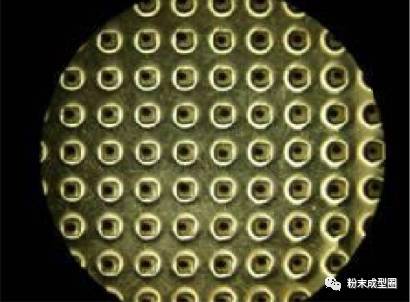
图 陶瓷激光加工φ0.5mm孔,图片来自百度文库
注:本文资料来源于谢志鹏教授,百度文库,粉末成型圈编辑整理
据了解,目前有涉足手机陶瓷后盖CNC及激光加工设备的企业有:
| CNC加工设备企业 | 激光加工设备企业 | |
| 上善精机 | 大族激光 | |
| 广东佳铁 | 宝华数控 | 苏州德龙激光股份有限公司 |
| 久久精工 | 嘉泰数控 | 韵腾激光 |
| 翌格精机 | 环球机械 | 东莞首镭激光科技有限公司 |
| 伟扬精机 | 精盛数控 | 东莞市环亚激光科技有限公司 |
| 大族激光 | 迪奥数控 | 深圳市海目星激光科技有限公司 |
| 巨冈 | 北京海普瑞森科技发展有限公司 | 深圳泰德激光科技有限公司 |
| 创世纪 | 北京发那科机电有限公司 | ...... |
| 创新精艺 | ||
| 和力泰 | ...... |
 返回搜狐,查看更多
返回搜狐,查看更多
责任编辑: